【順送プレス加工とは】
薄い金属板を切ったり曲げたりする事は「板金」と言います。道路沿いでよく見かける板金工場は事故等でへこんだり傷ついた自動車のボディを直す工場です。
少ない材料でも機能をしっかり満たす事が出来る板金部品は、自動車や家電製品など日本の基幹産業を支える屋台骨として最も普及しているカテゴリです。
板金プレスとは板金の一種で、型を押しつけて圧縮して形作る製法を指します。
板金プレス加工の方法は次の3つに大別されます。
●単発プレス
1台のプレス機に1個の金型を取り付け、1回の上下運動で1つの加工工程を行う。
最もシンプルで最も多く行われているプレス加工。
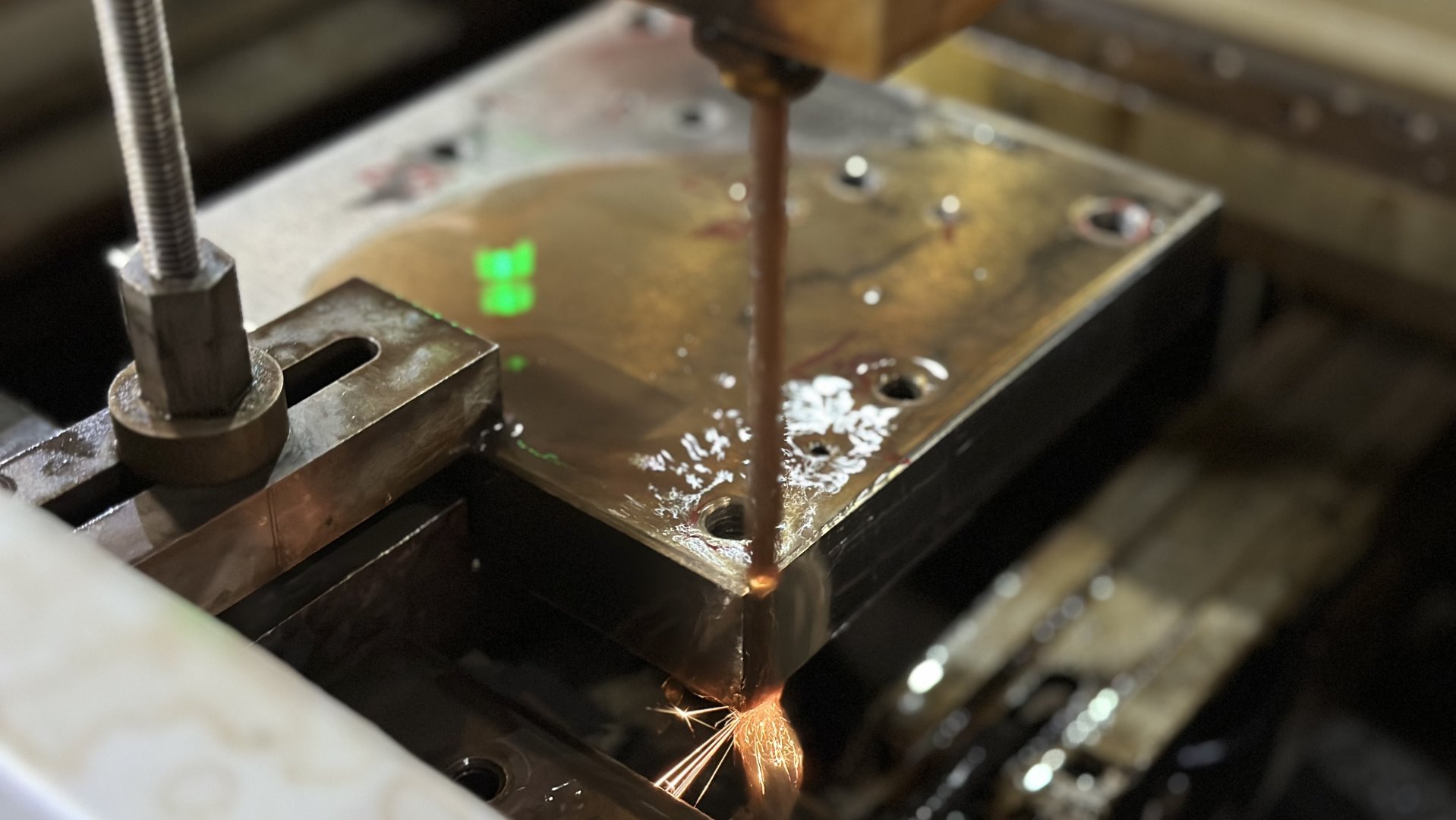
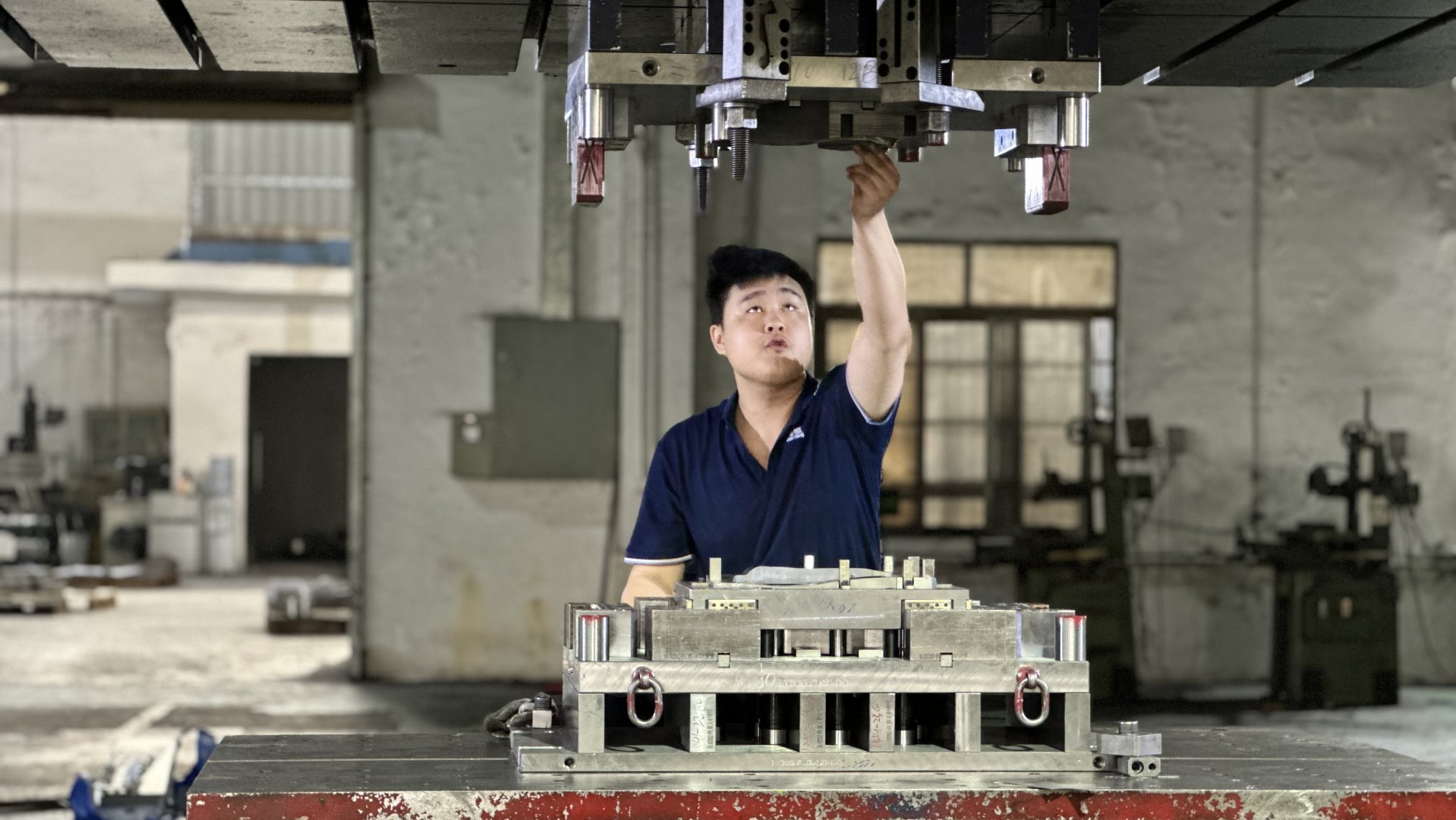
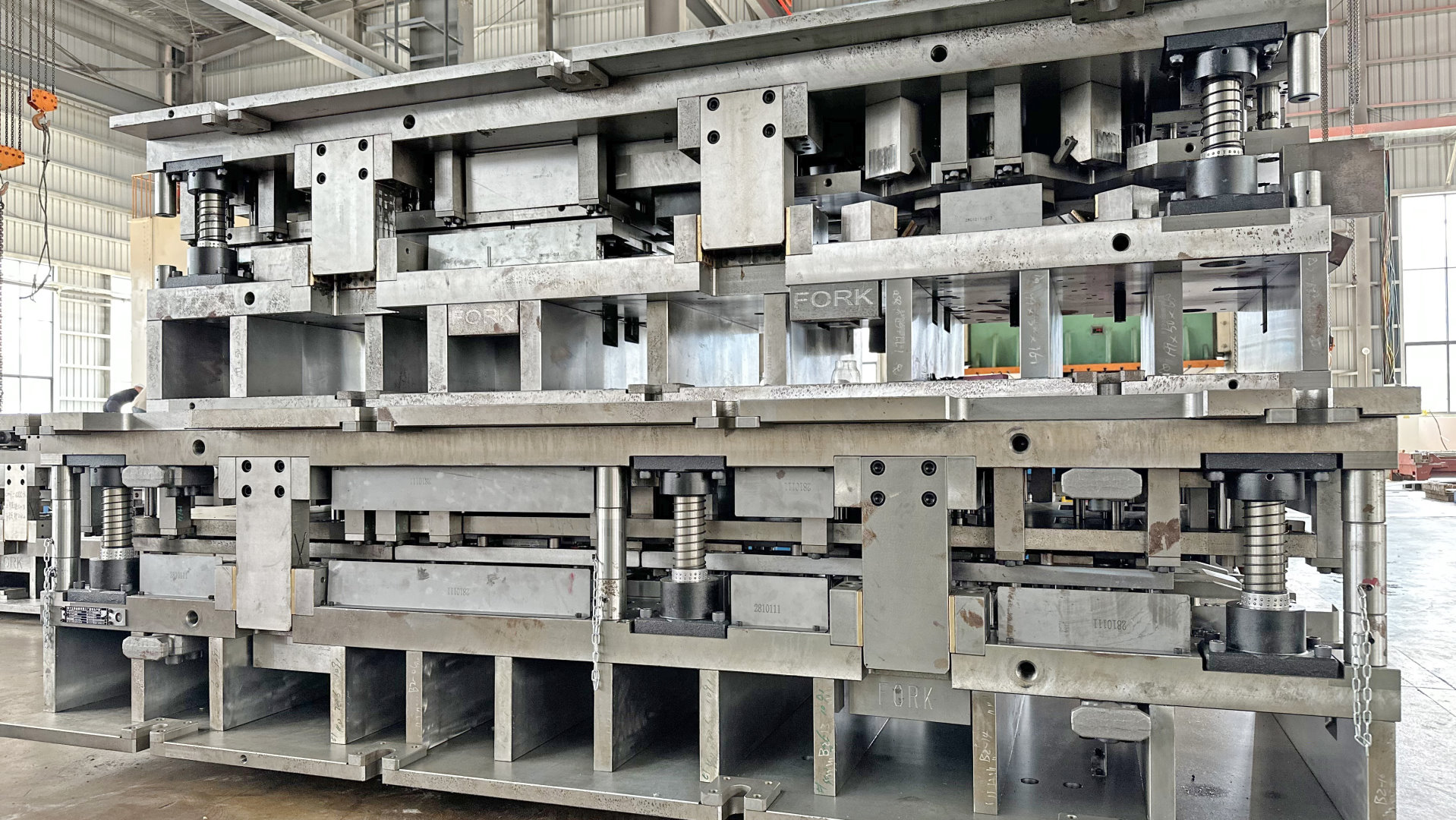
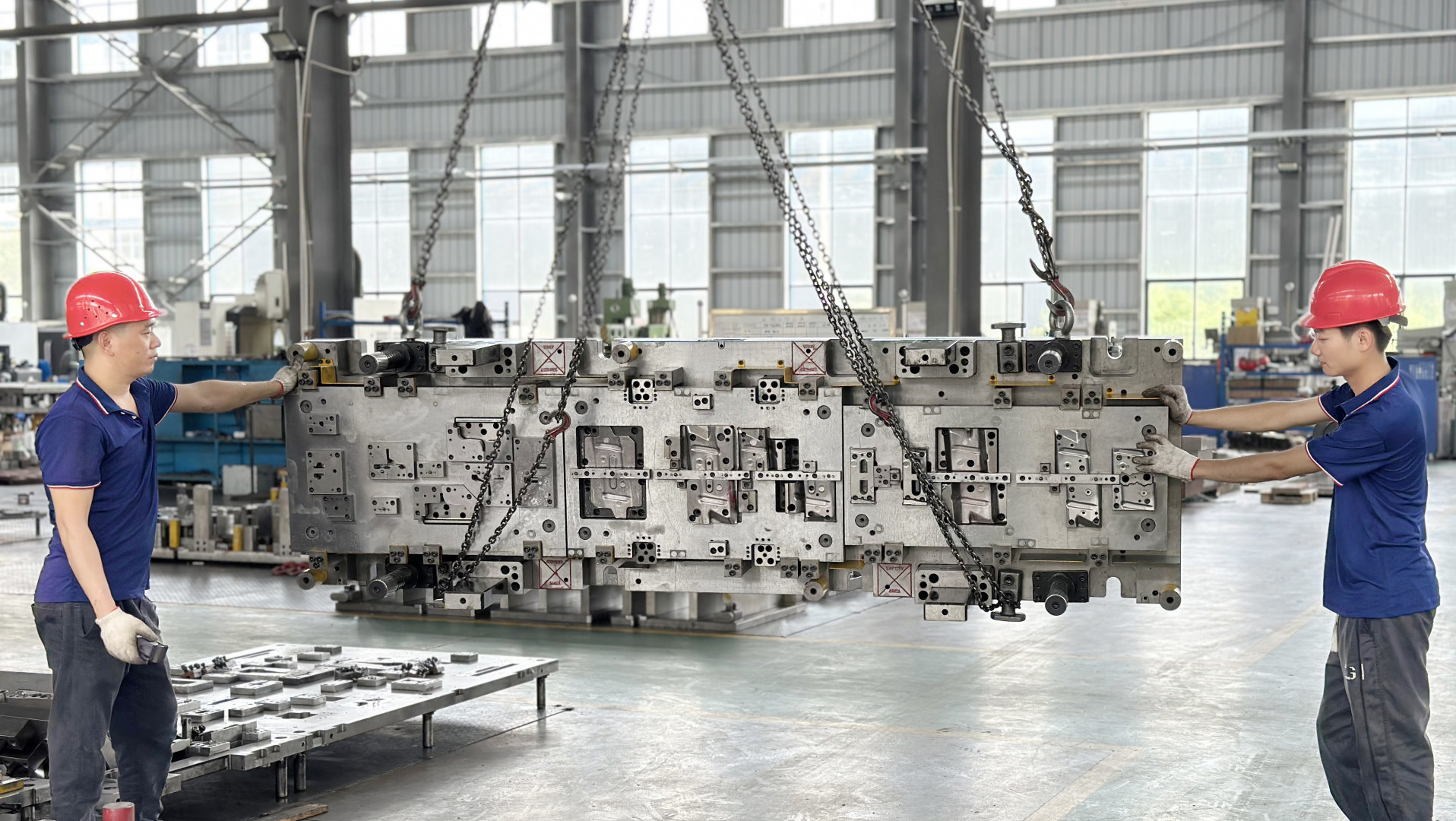
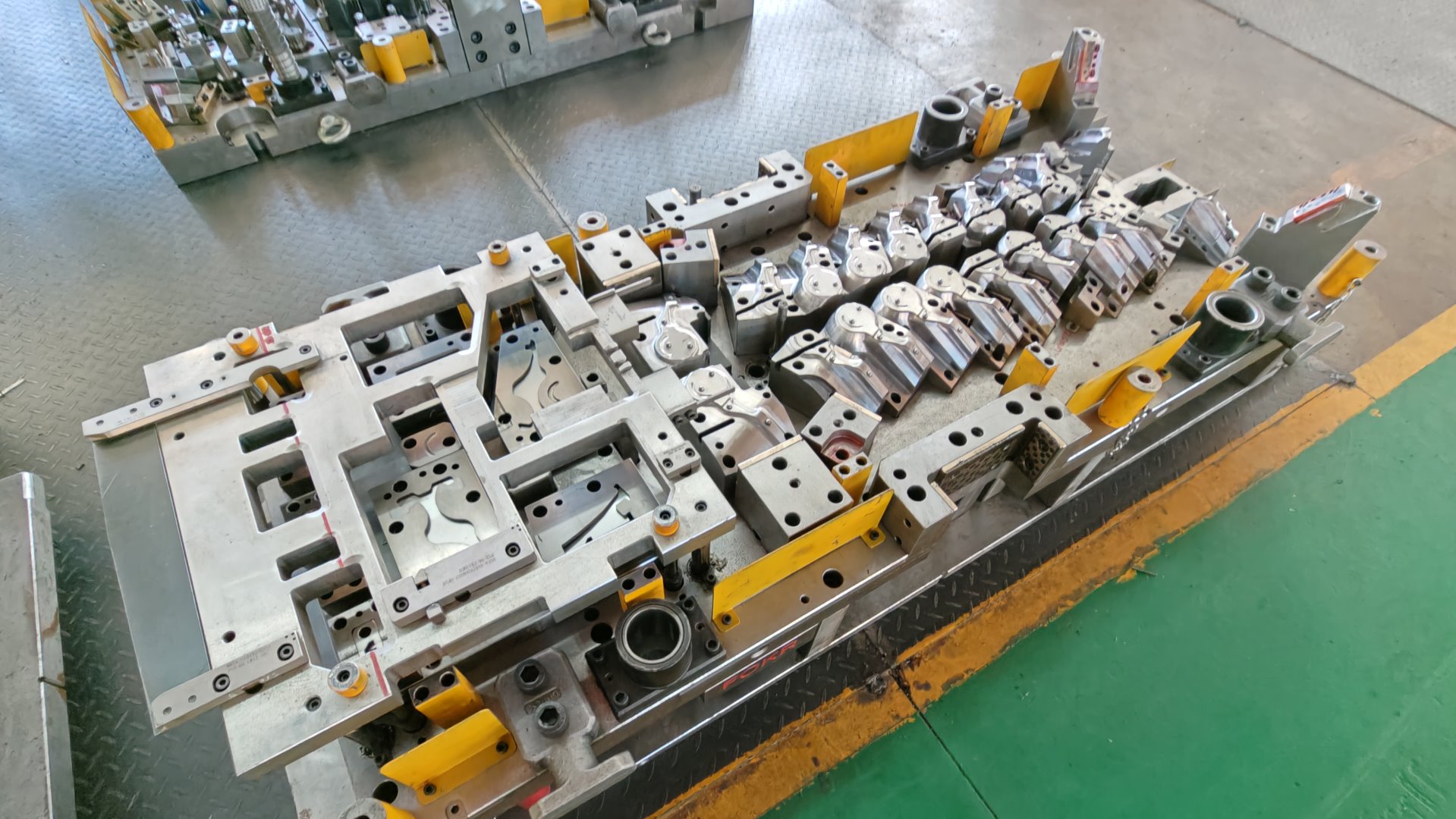
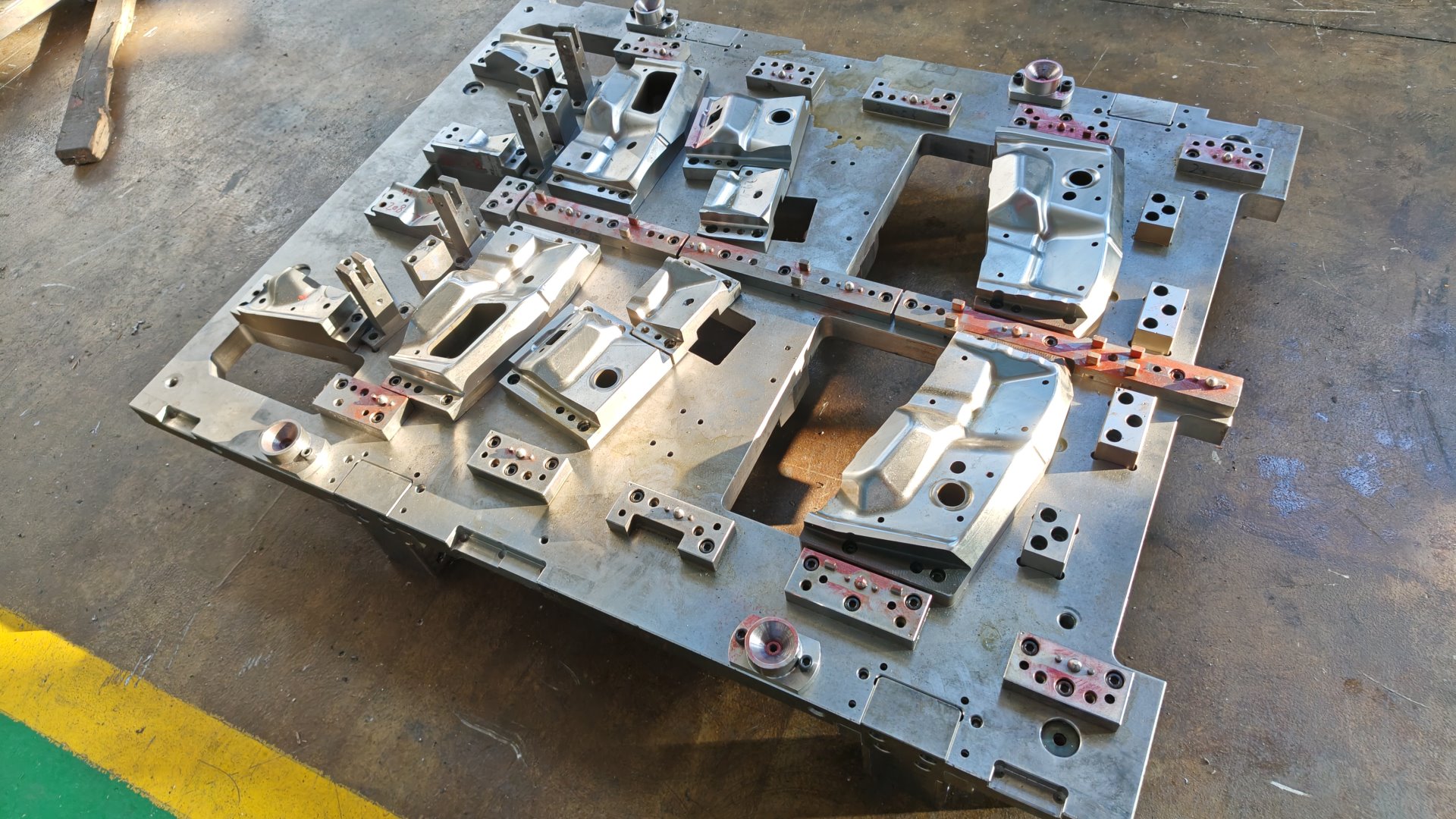
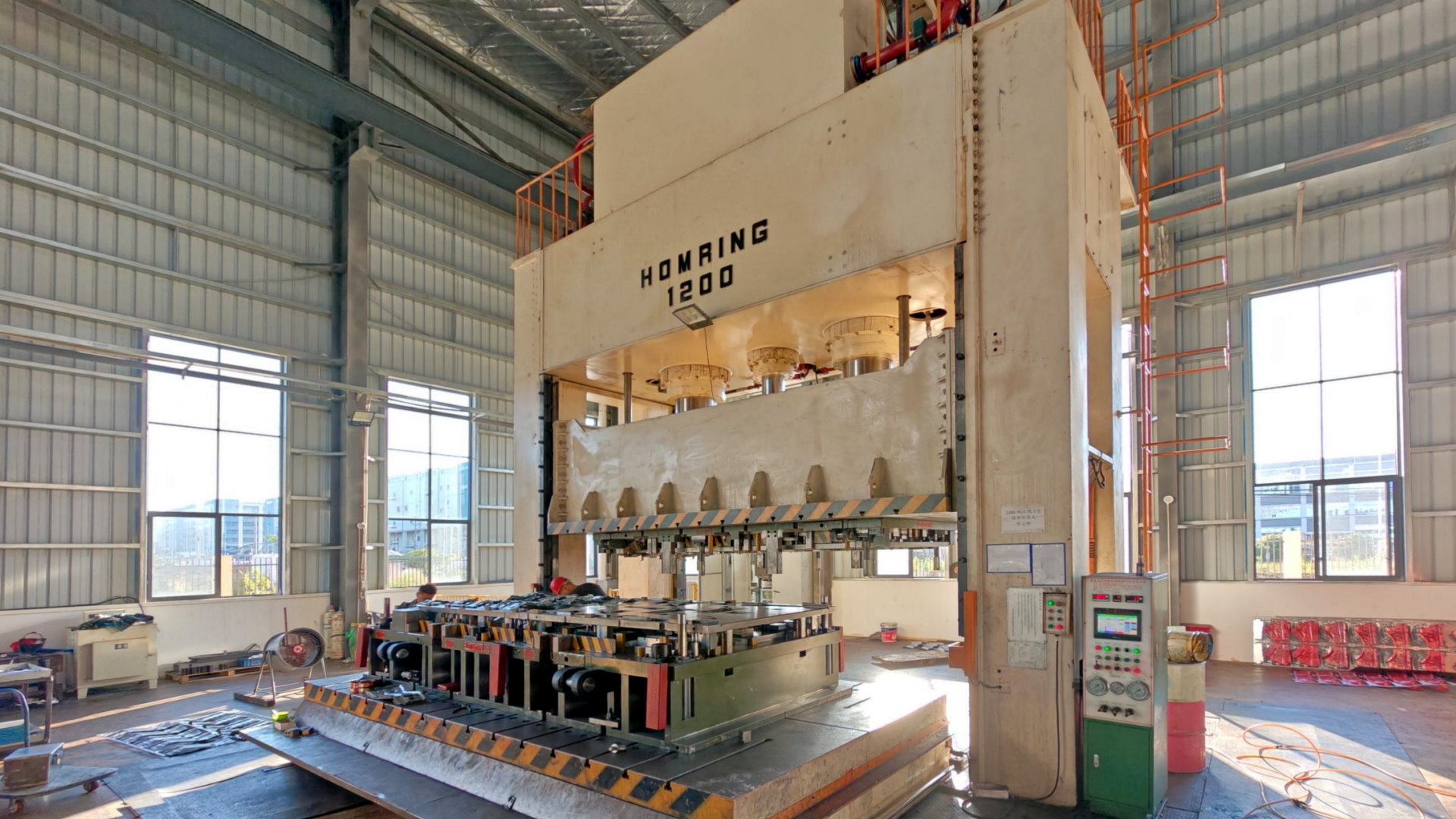
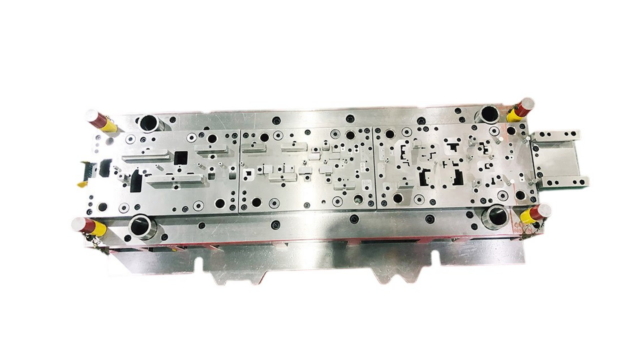
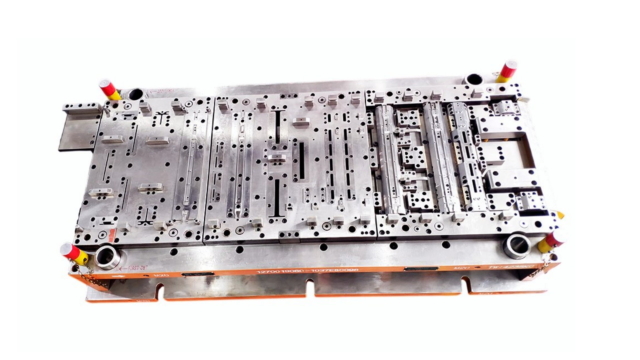
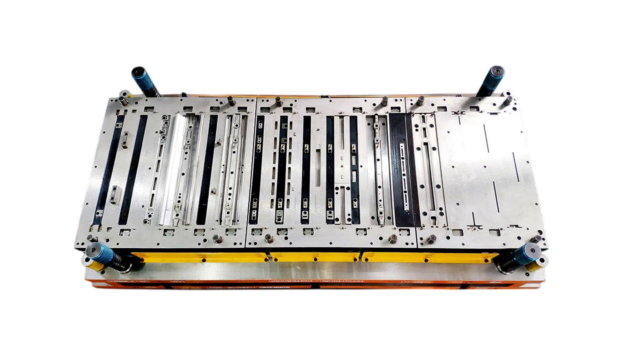
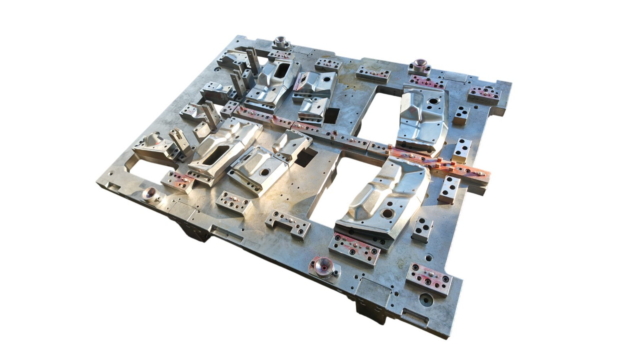
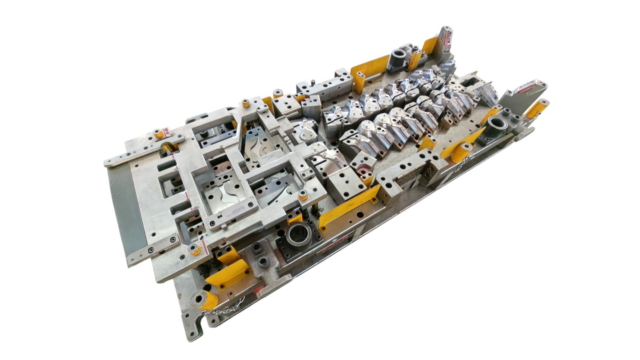
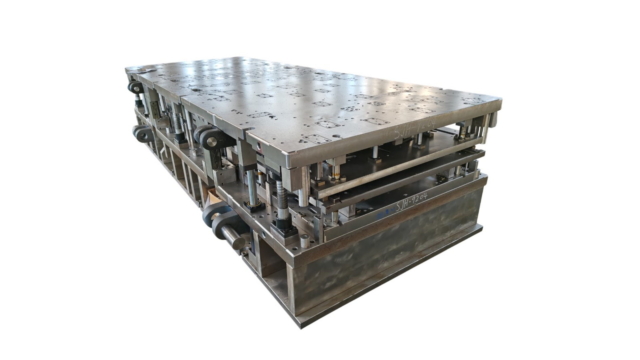
●順送プレス
1台のプレス機に複数個の金型を縦に並べ、1回の上下運動で複数の加工工程を行う。
帯状に巻かれた金属板(コイル)がプレス機内で移動しつつ金型で成形され、最終工程で切り離されて排出される。
プログレッシブフレスとも呼ばれる。
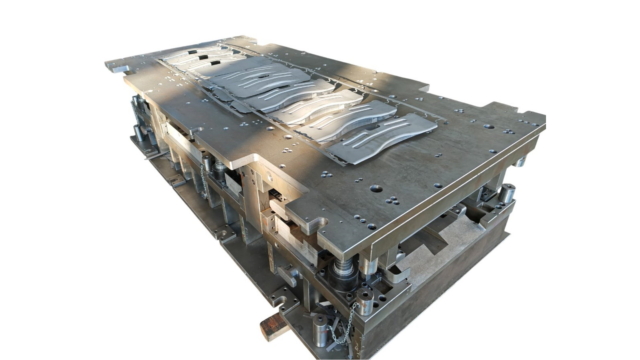
●トランスファープレス
単発プレス機を横に並べテ、マテハン(Material Handling)などの自動搬送機で橋渡しして連続した加工ラインとしてプレス加工する。
順送プレスでは加工困難な深絞り加工や複雑形状のプレス加工が可能。
ここでは2番目の順送プレスについて述べます。
メリット
- 生産性に優れ、大量生産で低コストとなる
- 位置ずれ、型ズレが発生しにくく寸法精度が高い
- 材料供給が自動のため作業者の労働災害リスクが低い
- 複数工程が1パスで出来るので工程管理が簡易
デメリット
- 金型費が高い
- 設計変更の柔軟性が低い
- 構造が複雑でメンテナンスが大変
- 巨大な製品や厚い板はプレス出来ない
主な用途
- 自動車
- 家電製品
- 一般産業機器