【金型とは】
金型とは、文字どおり金属で作られた型で、製品となる素材を流し込んだり、はめ込んで加圧や押し出すなどして製品形状を作り出すための道具です。
金型が使われる主なカテゴリ
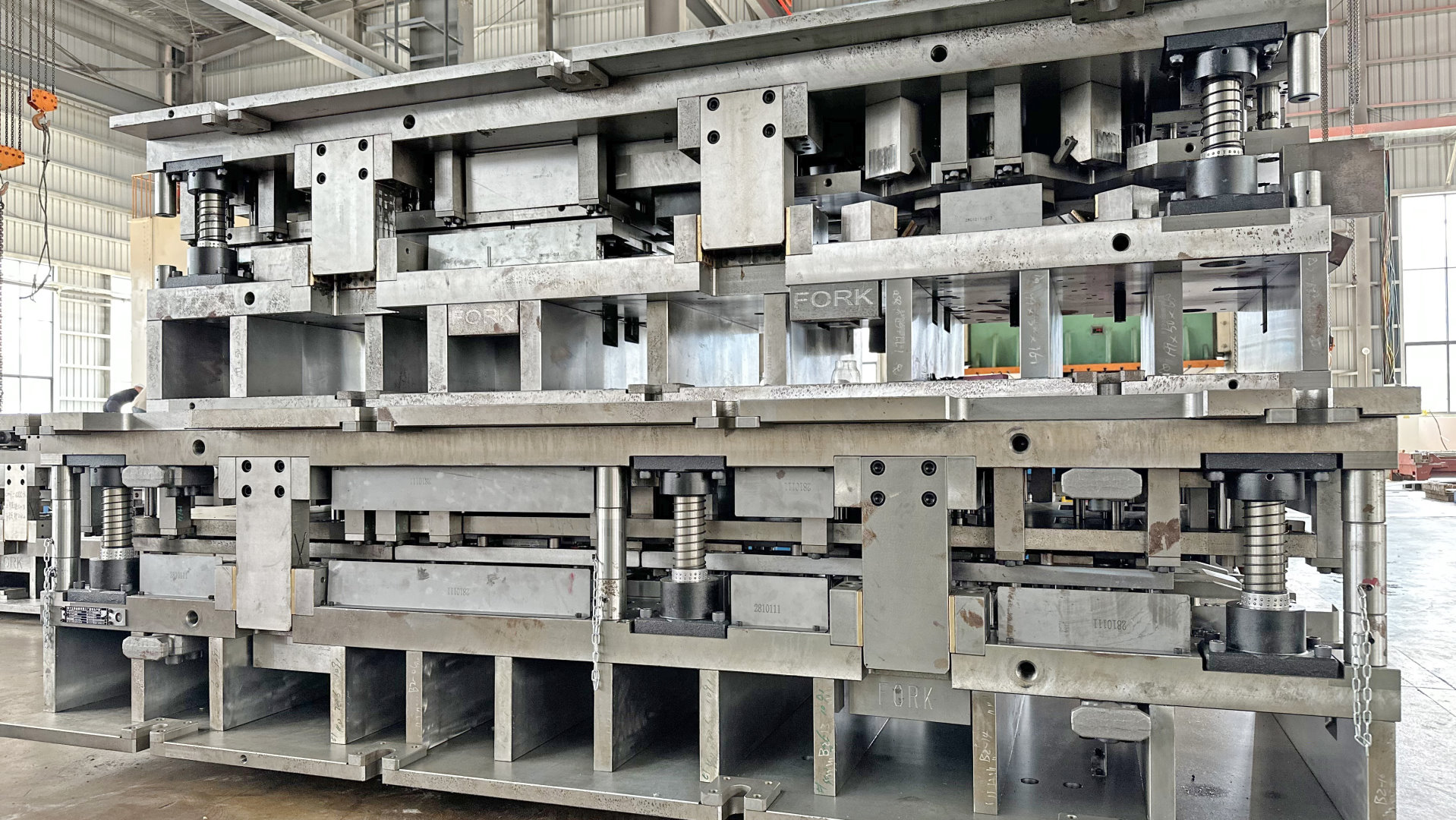
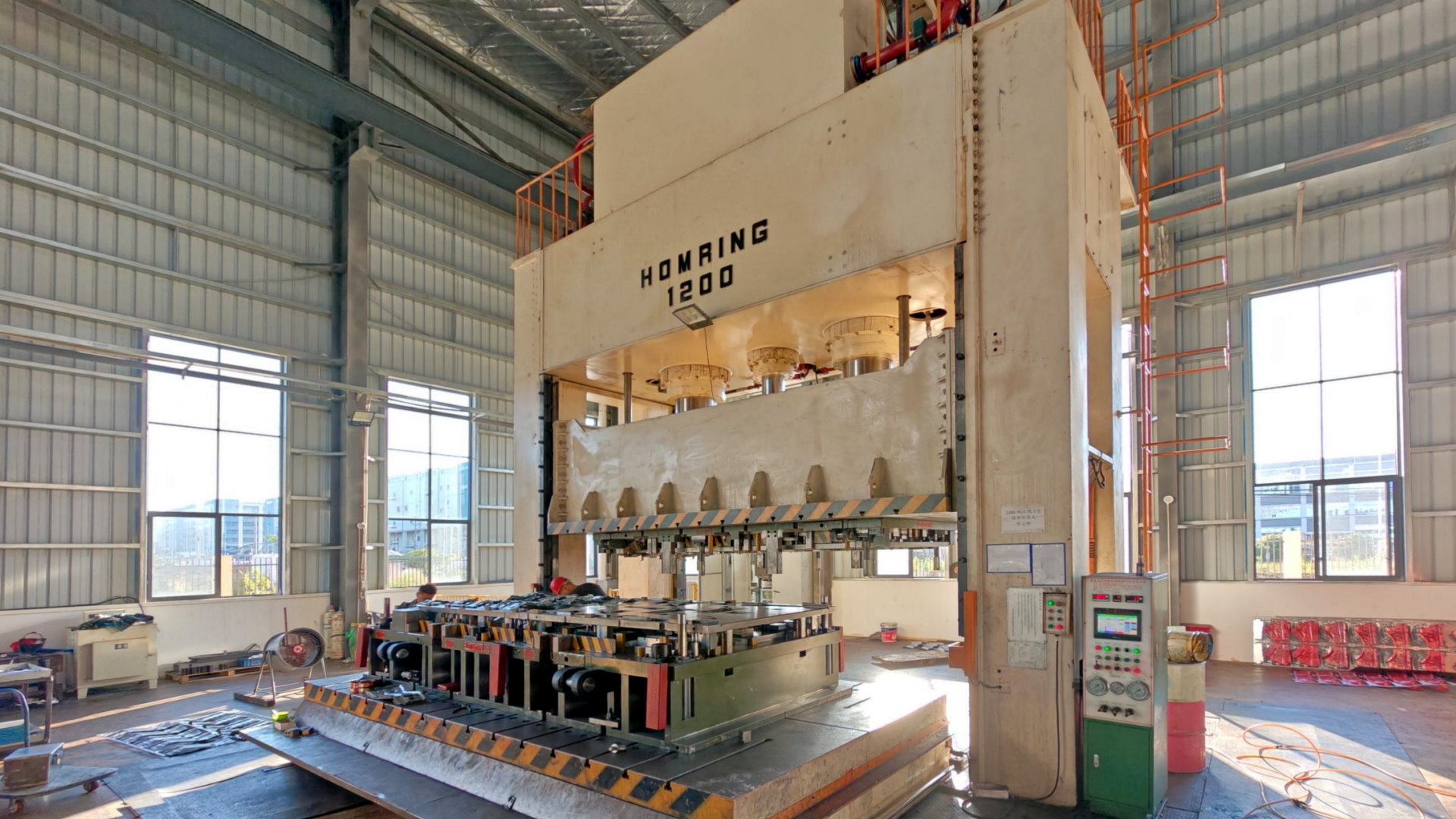
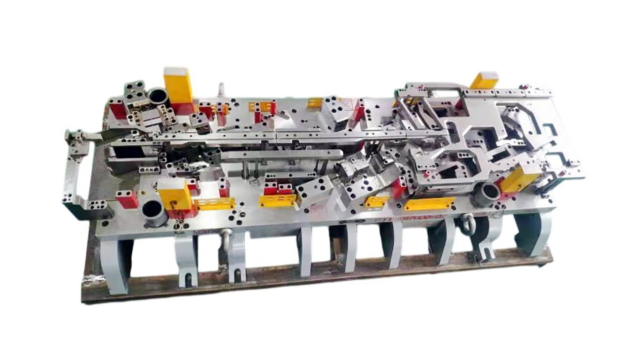
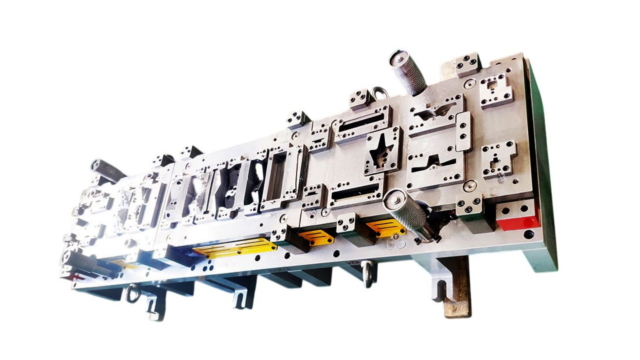
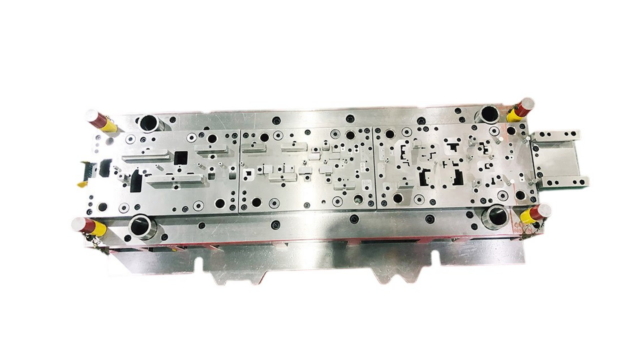
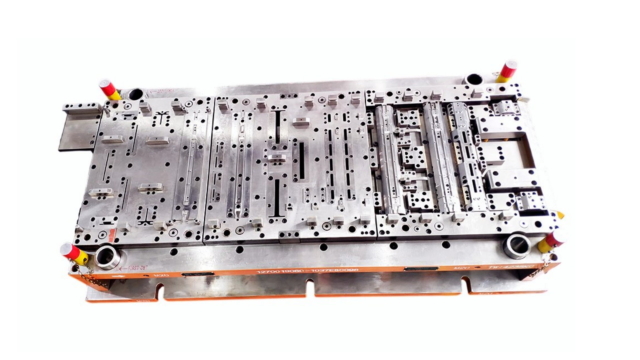
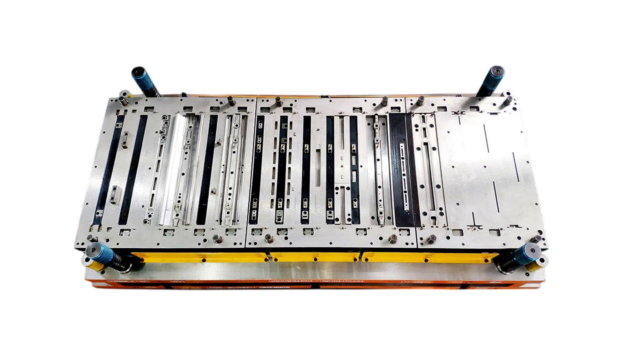
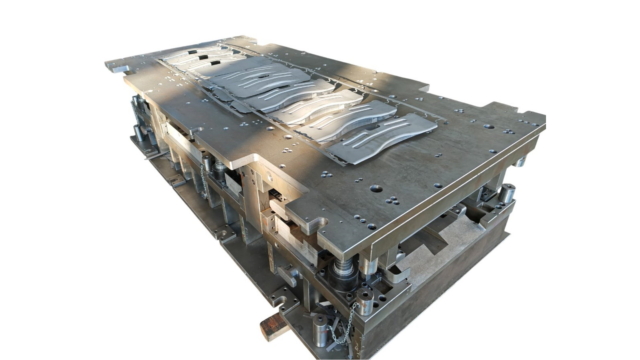
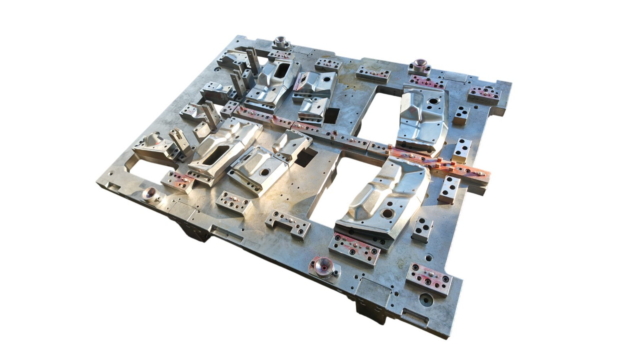
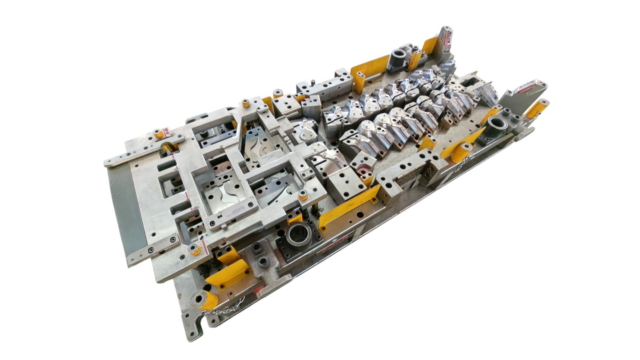
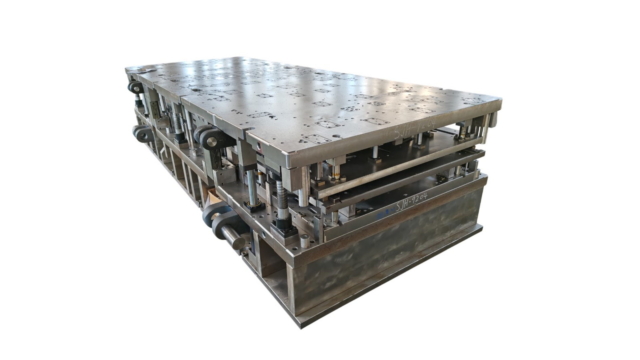
●板金プレス
板状の金属を打ち抜いたり変形させるものです。
工程によて抜き型、曲げ型、絞り型などの種類があります。
プレス加工は、任意の工程だけを単独で行う単発プレス、複数の工程を連ねて1台のプレスマシンで一気に作る順送プレス、単発プレスマシンを工程順に横並びに配置してプレスしていくトランスファープ レスがあります。板金プレスは工業界で最も広く扱われている製法です。
●鍛造
金属の塊を型に載せて高荷重をかけてつぶし、成型する方法です。
鍛冶屋の刀職人のように真っ赤に熱した金属を叩いたりつずして作る熱間鍛造、冷たいままで圧力をかけて成型する冷間鍛造、その中間の温間鍛造があります。
●鋳造
高熱で溶けた金属を流し込んで冷やし固めて成型します。
金属の型ではなく砂を固めた砂型鋳造が最も古く代表的な製法ですが、金型に流し込む重力金型鋳造、溶けた金属に若干の圧力をかけて注入する低圧金型鋳造、おもいっきり圧力をかけて注入するダイカストなどもあります。
ちょっと変わった製法としては蝋の周りに砂をコーティングした後に蝋を取り除き、そこに流し込むロストワックスもあります。この蝋を作る際に金型が必要になる場合があります。
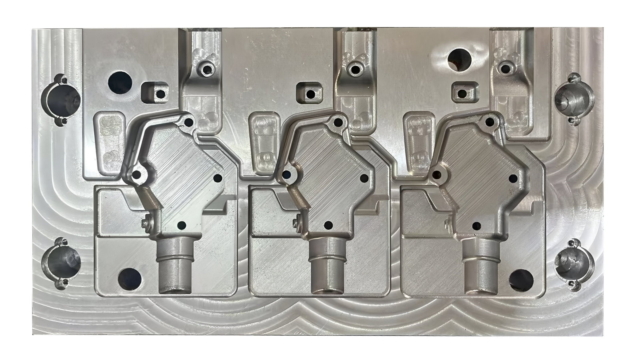
●射出成形
金型の中に溶けたプラスチック樹脂を高速で一気に注入して作る製法で、プラスチックの成型として最もポピュラーな成型です。
その他には成形方法としては他にも真空成形や空気を吹き込むブロー成形、シリコーン型を用いた注型、フィルムを成型するTダイスカレンダー製法など様々な製法があります。
●ガラス成形
ガラスを型に押し込んで成形する押型と、空気を拭き込んで成形する拭型があります。
●ゴム成形
半生のゴムを型に置いて押し固めたり、ところてんや金太郎飴のように型から押し出す押出等があります。
●粉末冶金
金属の粉を型に入れて圧縮させた後、焼き固めるのが焼結といわれる製法です。
完成した部品には細かな隙間があります。そこに油を染みこませることで擦れても滑らかに動くので歯車製造によく使われる製法です。
金型の善し悪しは製品の出来映えに直結する極めて重要なファクターです。
そのため母材の金属は硬くて精巧な作りとなり耐久性も十分なものが要求されるため高価になりがちです。
試作や少量のもの削りやすいアルミニウムを採用した簡易型と称する安価なものがあります。
金型は高品質なものづくりで世界をリードしていた日本のお家芸であり、それは今でも変わりはありません。
しかし、日本製の優秀な加工機械や日本人技術者の海外活動等によってその差は縮まり、低価格が武器となって海外製金型は増加傾向にあります。