【砂型鋳造とは】
砂型鋳造(Sand Casting) は、人類歴史上最も古く最も応用範囲が広い鋳造プロセスと言われ、現代においても重機械やエネルギー設備、鉄道などの大型構造部品の製造に代替不可能な重要な製法です。
加圧をせずに地球の重力を利用して注ぎ込むため砂型重力鋳造とも呼ばれています。
砂、粘結剤、添加剤を水で混合して作った鋳型砂を用いて鋳型を作り、溶融金属をその中に注ぎ、冷却固化後に鋳物を得ます。
■メリット
- 豊富な材料適応:アルミニウムから高温合金まで様々な素材が鋳造可能
- 広範囲な寸法 :数グラムの極小部品から数100トンに達するものまで鋳造可能
- 低い初期投資 :高価な金型が不要で単品や小ロットに好適
- 広い設計自由度:複雑な形状や内部空間を容易に実現。
- 高強度 :ダイカストをはるかに凌ぐ強
- 優れた振動抑制:共振、振動を抑制
■デメリット
- 低い表面粗さ :Ra=12.5–50μm程度と粗くザラザラしている
- 低い寸法精度 :ダイカストよりはるかに低い
- 低生産性 :製品を作る度に型を作る必要あり
- 廃棄処理 :使用済みの砂の環境負荷が大きい
■おもな用途
- 自動車産業 :エンジン部品や構造部品
- 航空船舶 :エンジン駆動ギアボックス、吸気ハウジング、遠心ハウジング
- 機械製造業 :工作機械、重機、農業機械
- 動力機械 :内燃機関、電動機、駆動ユニット
- その他 :冶金鉱山機械、化学機械、水力機械、計測器製造業など
■基本プロセス
1.木型製作
木、金属、樹脂、発泡スチロール等で製品形状の木型(主型・模型)を作成する。
2.造型
生型(鋳型)の中に木型を埋め込み、型腔を形成する。
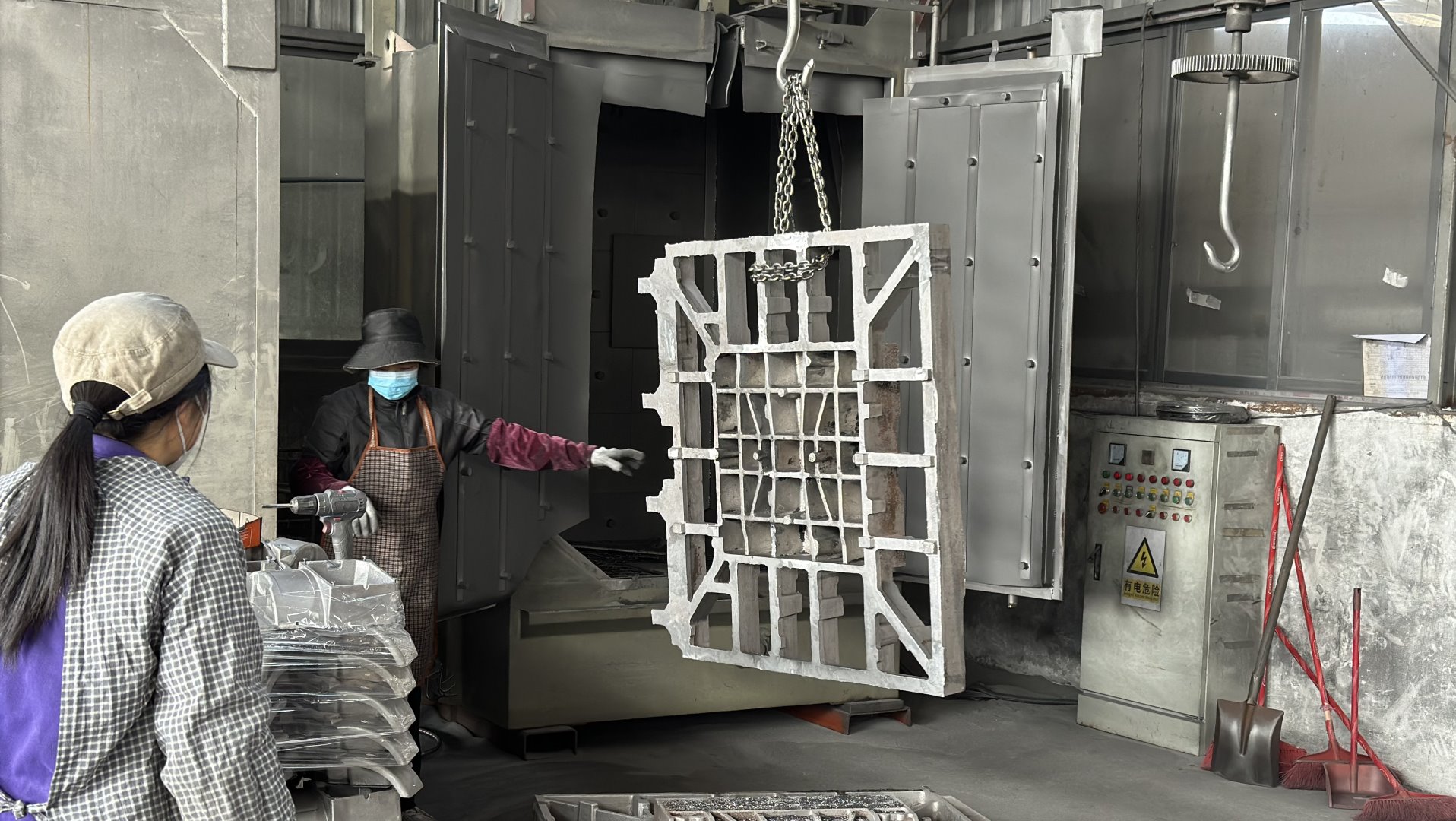
3.注湯
溶融金属(鉄、鋼、アルミニウム、銅など)を湯口から型腔に注入する。
4.冷却
金属が固化した後、生型を壊して鋳物を取り出す。
5.仕上げ
湯口や押湯の除去、バリ取り、砂落としを行う。
砂型鋳造の型は、生型や自硬性鋳型があります。
■生型
生の砂と粘土などをそのまま使うので生型(生砂型)と呼ばれます。
<生型の材料>
・砂(骨材):珪砂、山砂
・粘結剤(ベントナイト):粘土(山砂には含まれるので不要)
・添加剤:澱粉、石灰粉
<鋳造方法>
生型による鋳造方法は主に[手込め][F1モールディング][機械造形]の3種類です。
1.手込め
手作業によって鋳込む製作方法。
砂塵、煙、高熱の過酷な環境の中で、長年の経験と技能を持つ職人がひとつひとつ生型を作り固めて湯を注ぐ。
手込めは更に、枠込め法、流し吹き法、土間込め法に細分化される。
枠込め法:
上下の枠枠に模型を置き、鋳型砂を詰めて押し固め、型枠を組み合わせた状態のままで注湯する。
手込めと言ったらこの製法を指すくらい最も多くて基本的な製法。
中小サイズの鋳物の量産に適している。
流し吹き法(開放型):
土間に敷いた鋳型砂に木型を埋し込んだ後に取り出し、凹んだところに注湯する。
上型がなく開放的なので簡単安価で粗雑な製品を作るのに適する。
土間込め法(床込め):
土間に上型を載せて注湯する。
底面が平らで大型の鋳物を製造するのに適する。
2.F1モールディング
砂を積めた後にF1モールディングマシンと呼ばれる汎用造型機で押し固める。
手作業が多く職人の技量により仕上がりに差が出る。
他品種少量生産に適する。
3.機械造形(自動造形機)
手込め作業のすべてを機械で自動的に行う。一部自動化の半自動機もある。
品質が安定し量産適応力が増す。
精度が高い。
高強度の鋳物が得られる。
型枠の寸法に制限がある。
鋳型砂の温度パラツキが製品仕上がり品質に大きく影響する。
鋳物の大きさや用途、コストに対して自動造型機が適さない場合がある。
■自硬性鋳型
自ら固まるもので鋳型を作り鋳造する方法です。
<自硬性の材料>
・無機自硬性:水ガラス、セメント
・有機自硬性:フラン樹脂、アルカリフェノール樹脂、有機エステル類
鋳型の型は、砂型の他に金型もあります。また、木型として蝋を使ったロストワックス、金型に鋳型砂(レジンコーテッドサンド)と呼ばれる鋳型砂を吹き付けたシェルモールド、シリコーンゴムを利用したシリコーン型などもあります。
鋳造産業は日本経済を支える重要産業であり、鋳物の街である埼玉県川口市をはじめ、富山県高岡市などが有名です。しかし職場は危険・汚い・きついのいわゆる3Kの代表格でもあり課題となっています。